铜及铜合金的材料及焊接性
有色金属的材料及焊接性
一、铜及铜合金的种类、牌号及性能
铜及铜合金以它独特而优越的综合性能,得到广泛的应用。铜具有优良的导电性能、导热性能、抗腐蚀性能以及非常好的加工成型性能,某些铜合金还兼有较高的强度和耐磨性能。因此,铜及铜合金在电气、电子、化工、机械、造船、制氧、酿造、动力、交通及航空、航天、兵器等工业中都得到了广泛的应用。
根据表面颜色及化学成分,铜及其合金可以分为紫铜、黄铜、青铜及白铜四大类;按照使用时的状态或成型的方法,铜及铜合金又可分为铸造铜和加工铜两大类,而且除了合金含量较高的高锡青铜、高硅青铜和高铅青铜外,大部分铜及铜合金都是既可作为铸造铜,又可作为加工铜来使用。
(1)紫铜。
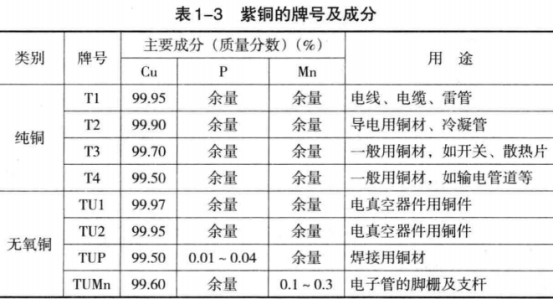
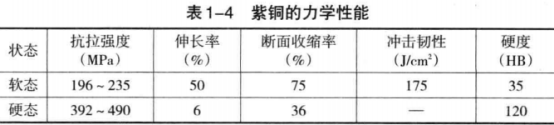
紫铜即纯铜,是铜含量不低于99.5%的工业纯铜,因表面颜色为紫红色而得名。它具有极好的导电性和导热性,良好的常温和低温性能,对大气、海水及某些化学药品都具有良好的耐腐蚀性。紫铜的强度和硬度较低,冷变形对紫铜力学性能影响很大,可以提高其强度和硬度,但塑性会明显下降。用550~600℃退火可以消除冷加工硬化,恢复塑性。紫铜在400~700℃的高温下,强度和塑性都会显著降低,因此在热加工时应引起足够的重视。
紫铜的性能与其所含杂质的成分和数量有关,杂质是在纯铜冶炼过程中带入的,所有的杂质都会在一定程度上降低铜的导电性,其中以磷最为显著,但磷却是铜及铜合金的一个良好的脱氧元素,用磷脱氧的纯铜称为磷脱氧铜,可用于制造重要的焊接结构。杂质中的硫、氧、铅、铋等元素还能与铜形成各种脆性化合物和低熔点共晶,增大紫铜的冷脆性和焊接接头产生热裂纹的倾向。所以要求工业纯铜的杂质含量不得超过一定数量,纯铜等级的划分就是取决于杂质元素的含量。
根据纯铜中氧含量的不同,可将纯铜分为普通工业纯铜(T1、T4)和无氧铜(磷脱氧铜TUP、TUPn和无氧铜TU1、TU2)。普通工业纯铜的氧含量在0.02%~0.1%之间,磷脱氧铜(以磷、锰、硅等元素作为脱氧剂)的氧含量在0.01%以下,用高纯度纯铜经真空熔炼后而得到的无氧纯铜,其氧含量在0.003%以下。
紫铜的牌号、成分及性能见表1-3、表1-4。
(2)黄铜。
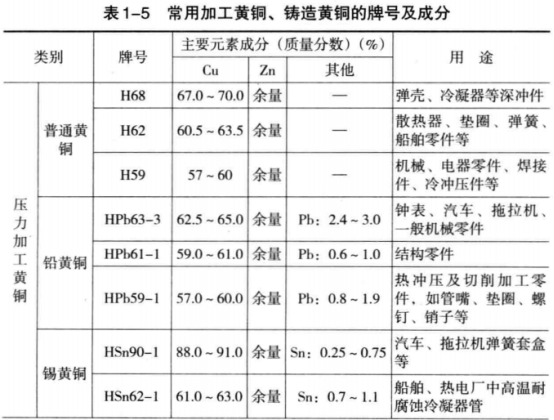
黄铜是由铜和锌组成的二元铜合金,它的颜色随含锌量的增加由红黄色变成淡黄色。黄铜的强度、硬度、耐腐蚀性能和铸造性能都比紫铜高,并能进行冷、热加工,价格也比紫铜便宜,因此作为结构材料在工业上得到更广泛的应用。
在普通黄铜中加入少量的锡、锰、铅、硅、铝、镍、铁等元素,构成特殊黄铜,如锡黄铜、锰黄铜、铅黄铜、硅黄铜、铝黄铜、镍黄铜和铁黄铜等,可以使力学性能、耐腐蚀性能和工艺性能进一步提高。
经过冷加工(如冲压、弯曲)或焊接后的黄铜,必须进行退火,以消除应力,防止产生应力腐蚀裂纹。一般退火温度为300~400℃。
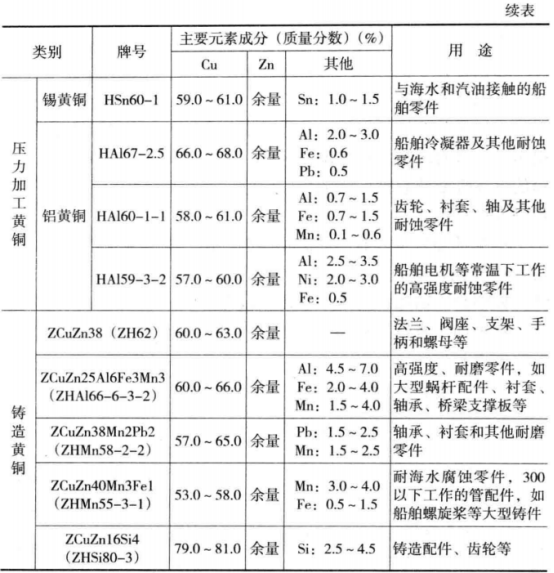
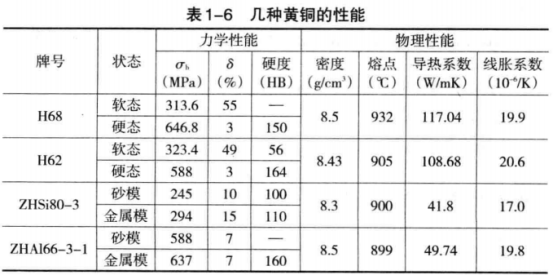
黄铜根据工艺性能、力学性能和用途不同,可分为压力加工黄铜和铸造黄铜两大类。常用加工黄铜、铸造黄铜的牌号及成分见表1-5,几种黄铜的性能见表1-6。
(3)青铜。
青铜实际上是除铜-锌、铜-镍合金以外的所有铜基合金的统称,如锡青铜、铝青铜、硅青铜和铍青铜等。它具有比紫铜和大部分黄铜高得多的强度和耐磨性,同时具有一定的塑性、耐蚀性和铸造性能。除铍青铜外,其他青铜的导热性比紫铜和黄铜降低很多,并具有较窄的结晶温度区间,因而大大改善了焊接性。青铜的上述性能使它被广泛地用作耐蚀性的机械结构材料、铸件材料和堆焊材料。
青铜可分为压力加工青铜和铸造青铜,在工业上应用较多的是铸造青铜,如各种耐磨、耐蚀(酸、碱、蒸汽等腐蚀)的铸件,如轴套、轴瓦、阀体、泵壳、涡轮等。
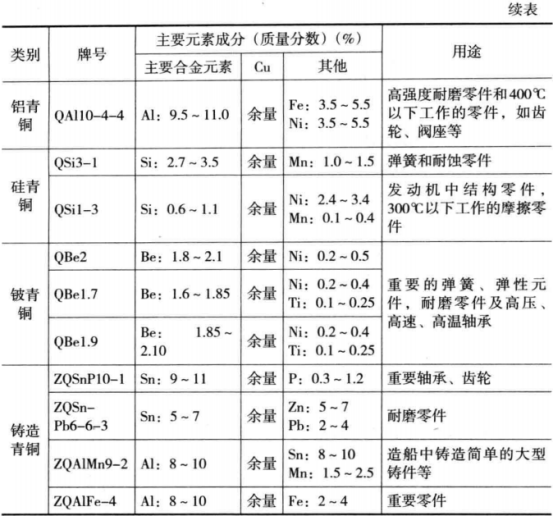
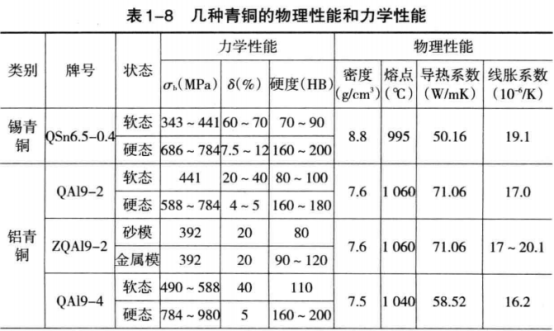
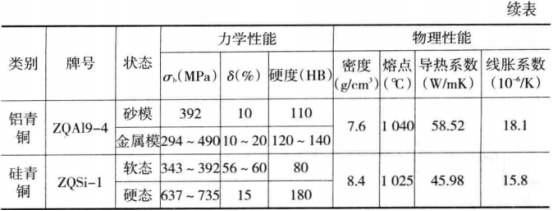
常用加工青铜、铸造青铜牌号和成分见表1-7,几种青铜的性能见表1-8。

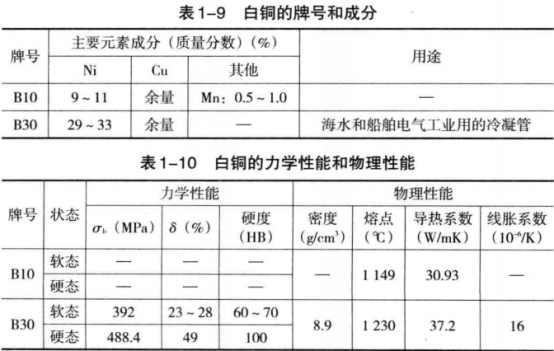
(4)白铜。
白铜是铜和镍的合金,是因镍的加入使铜逐渐由紫色变白色而得名。在白铜中除镍外,还可加入锰、铁、锌、铅、铝等合金元素而形成特殊白铜。白铜具有良好的力学性能、耐蚀性能和低温性能,而且其导热性和导电性都接近于碳钢,焊接性较好,焊前不需预热。但白铜对于磷、硫等杂质很敏感,易形成热裂纹,焊接时要严格限制杂质含量。
通常白铜是作为一种高耐蚀性能材料而广泛应用于化工、海水工程中的,其镍的含量多为10%、20%和30%。
常用白铜牌号和成分见表1-9,力学性能和物理性能见表1-10。
二、铜及铜合金的焊接性
(1)难熔合。
铜的导热性特别高,焊接时热量迅速从加热区传出去,使得焊接区难以达到熔化温度,所以母材和填充金属难熔合,易形成未焊透的现象。焊件厚度越大,散热越严重。
(2)易产生气孔。
一方面,铜在高温液态时能溶解大量的氢(其溶解度远大于氢在钢中的溶解度),而在凝固结晶时氢在铜中的溶解度急剧下降,大量的氢要向外逸出,而铜的导热性强(导热性比低碳钢高7倍以上),焊接熔池凝固非常快,使氢来不及扩散逸出,就在焊缝中形成气孔。另一方面,熔池金属氧化而形成的氧化亚铜,与熔池中的氢或一氧化碳发生化学反应生成水蒸气和二氧化碳,在熔池凝固时来不及逸出,也会形成气孔。
铜合金焊接时的气孔倾向比纯铜要大得多,一般分布在焊缝中心和接近熔合线处。
(3)易产生裂纹。
焊接时铜在液态时很容易氧化,生成的氧化亚铜会与铜形成低熔点共晶;另外,母材中的杂质铅、铋、硫等分别与铜形成低熔点共晶,它们在结晶过程中分布在焊缝和热影响区的枝晶间或晶界处,以液态薄膜形式存在,降低其高温强度和塑性,使其具有明显的热脆性。同时,铜及铜合金在加热过程中晶粒长大倾向严重,也有助于薄弱面的形成。铜及铜合金的线胀系数和收缩率较大,使接头产生较大的焊接变形和应力,因而增大了焊接接头热裂纹倾向。
(4)焊接接头性能下降。
①塑性及韧性严重下降。由于铜是单相组织,没有同素异构转变,因此焊缝都是粗大晶粒组织,再加上在晶界上存有各种脆性的低熔点共晶,使接头的塑性和韧性显著下降。
②导电性下降。焊接过程中的杂质和合金元素的熔入都会不同程度地使紫铜的焊接接头导电性变坏。
③耐蚀性下降。铜合金的耐蚀性能主要是依靠Zn、Mn、Ni、Al等元素的合金化形成的。焊接过程中这些元素弧不同程度地蒸发、氧化和烧损,使接头的耐蚀性能下降。焊接应力的存在则促使对应力腐蚀敏感的高锌黄铜、铝青铜、镍猛青铜的焊接接头在腐蚀环境中过早地破坏。
(5)焊缝成形能力差。
铜在熔化温度时,表面张力比铁小,流动性好,因此,表面成形能力差,当用大功率溶化极气体保护焊或埋弧焊时,熔化金属易流失。