电弧焊焊接电源设备
一、普通电弧焊电源的种类型号及基本要求
电源在电路中用来向负载供给电能的装置,而焊条电弧焊的电源在焊接回路中为焊接电源提供电能,为区别于普通电源和焊条电弧焊的电源,所以称焊条电弧焊的电源为电弧焊电源,常用的弧焊电源可分为弧焊发电机,弧焊变压器和弧焊整流器3大类。
1.弧焊电源的型号
弧焊电源的型号可按GB 10249-88(电焊机型号编制方法》中规定编制,型号采用了汉语拼音字母或阿拉伯数字表示型号的排列次序及含义如下:

2.基本要求
弧焊电源按输出电流的不同可分为直流电源和交流电源两大类,统称为电焊机,在焊接过程中,焊接电弧与焊接电源组成了电源的负载,为了使焊接电极能在要求的焊接电流下稳定燃烧而不灭弧,电焊机应满足以下条件。
1)空载电压
当焊机接入电网输出端没有接负载时,此时输出端的电压称为空载电压用V表示。GB/T 8118-1995中规定的最大空载电压值为弧焊变压器80V、弧焊整流器90V、弧焊发电机100V。弧焊变压器空载电压太高则容易引弧,对于交流弧焊电源则电弧燃烧稳定,空载太低,引弧将发生困难,电弧燃烧不稳定,但空载电压高,设备的体积大、质量大,耗费的材料也就越多,空载电压过高对焊工的自身的安全也不利,所以在确保引弧容易,电弧燃烧稳定的条件下空载电压尽可能的低一些。
2)短路电流
指当电极与焊件短路时,焊机的输出电流称为短路电流,通常规定的短路电流应等于焊接电流的1.25倍~2倍,若短路电流过大,不但会使焊条过热,药皮脱落,飞溅增大,而且还会引起弧焊电源过载而烧坏,若短路电流过小时则会使引弧困难和熔滴过度困难等现象,所以短路电流必须合适。
3)电源外特性 焊接电源输出电压与输出电流之间的关系称为电源外特性,电源的外特性可分为平特性和下降特性两大类,平特性又称为恒压特性,下降特性可分为缓降特性、陡降特性及垂直下特性3种,图3-1中普通电源变压器具有水平的外特性曲线,即当输出电流增加,输出电压不变,这种外特性电流增加,输出电压不变的外特性曲线不能作为弧焊电源,因为弧焊电源在进行电弧焊时,不断发生短路现象,对于水平特性的电源,当发生短路时由于短路电流太大,会把电源烧坏,弧焊电源应该具有下降外特性,即随着输出,电流的增大,输出电压下降的特性如图3-1所示。
焊接电源输出电压与输出电流之间的关系称为电源外特性,电源的外特性可分为平特性和下降特性两大类,平特性又称为恒压特性,下降特性可分为缓降特性、陡降特性及垂直下特性3种,图3-1中普通电源变压器具有水平的外特性曲线,即当输出电流增加,输出电压不变,这种外特性电流增加,输出电压不变的外特性曲线不能作为弧焊电源,因为弧焊电源在进行电弧焊时,不断发生短路现象,对于水平特性的电源,当发生短路时由于短路电流太大,会把电源烧坏,弧焊电源应该具有下降外特性,即随着输出,电流的增大,输出电压下降的特性如图3-1所示。
4)电源的动特性
当焊接过程中,焊条与焊件之间会重复多次出现短路和重新引弧的现象,若焊机输出电流和电压不能迅速地适应电弧焊过程中的变化,电弧就不能稳定燃烧以至熄灭。弧焊电源和弧焊电源适应焊接电弧的变化的特性称为动特性,通常规定的电压恢复的时间不超过0.05s。
5)电源的调节特性
焊接时,由于焊件材质,厚度、焊接接头的形式、焊接位置以及焊条的直径的不同,需要选择不同的焊接电流,则弧焊电源的焊接电流必须在一定范围内均匀灵活地调节,一般要求焊条电弧焊的电源电流调节范围为弧焊电源额定焊接电流的0.25倍~2倍。
二、交流弧焊电源(交流弧焊机)
弧焊变压器又称交流弧焊电源或称为交流弧焊机,交流弧焊机是一种具有陡降外特性的特殊降压变压器的一种,交流弧焊机是通过增大主回路的电感该来获得下降外特性的,下降外特性具有稳定焊接电弧和调节焊接电流的作用,交流弧焊变压器有几种组合形式:回体式、动铁芯或分体式和动圈式、抽头式弧焊变压器几种。
1.普通抽头式交流弧焊机
普通抽头式交流孤焊机是一种供单人操作的交流弧焊机。交流弧焊机的空载电压为75V、工作电压为40V、焊接电流调节范围为120A~550A。交流弧焊机的外形及电路接线结构如图3-2所示。它具有体积小、质量小、效率高以及性能良好等特点。

由接线图可知。它也是一台具有两只或三只铁芯柱式降压变压器。其初级、次级线圈分装于主铁芯两侧,通过调整初级抽头调整电流,可使焊接电流在较大范围内调节,以适应焊接规范的需要。
2.动铁芯式交流孤焊机
交流弧焊机是目前国内使用的最为广泛的交流弧焊机,且多数交流焊机是动铁芯式弧焊机,其结构原理是属于动铁芯漏磁式。交流孤焊机的空载电压为60V-70V,工作电压为30V,电流调节范围为50A-450A,代表机型为BX1-330型交流弧焊机,交流弧焊机的外形及原理如图3-3所示。

1)交流弧焊机构造
如图(BXl-330)3-3所示。它是一台具有3只铁芯柱的单相漏磁式降压变压器:其中两边为固定主铁芯;中间为可动铁芯。变压器的初级线圈为简形,绕在一个主铁芯柱上。次级线圈分为两部分:一部分绕在线圈外面;另一部分兼做电抗线圈,绕在另一个主铁芯柱上。焊机的两侧装有接线板:一侧为初级接线板,供接入网路电源用:另一侧为次级接线板,供接往焊回路中用,并可采用接法Ⅰ和Ⅱ两种方法进行电流粗调节,转动交流弧焊机的电流调节手柄即可以使中间的可动铁芯前后移动,并进行电流的细调节。
2)工作原理
BX1-330型交流弧焊机的工作原理如图3-3所示,焊机的降压特性是借可动铁芯的漏磁作用而获得的不同电流的输出。
(1)空载时,由于无焊接电流流过,电抗线圈不产生电压降,故形成较高的空载电压,便于引弧。
(2)焊接时,次级线圈有焊接电流流过,同时在铁芯内产生磁通,可动铁芯中的漏磁便显著增加,这样次级电压就下降了,从而获得了降压的外特性,短路时,由于很大的短路电流流过电抗线圈,产生了很大的电压降,使次级线圈的电压接近于零,这样就限制了短路电流。
(3)焊接电流的调节,BX1-330型交流弧焊机焊接电流的调节有粗调节和细调节两种。粗调节是通过次级线圈不同的接线方法,改变次级线圈的匝数进行的。在次级线圈的接线板上有两种接线方法,如图3-4所示。当连接片接在I位置时,空载电压为70V,焊接电流调节范围为50A~180A;当连接片接在Ⅱ位置时,空载电压为60V,焊接电流调节范围为160A~450A。
细调节是通过改变可动铁芯的位置进行的,如图3-5所示。在两种接法中,均可转动手柄来改变或动铁芯与主铁芯的间隙,从而改变了漏磁的大小。当转动手柄使可动铁芯离开主铁芯时,漏磁减少,焊接电流增大;反之则焊接电流减小。

3.同体式交流弧焊机(BX-500型交流弧焊机)
BX-500型(BA-500型)交流弧焊机其结构是属于同体式类型。交流弧焊机的空载电压为60V,工作电压为30v~40v,电流调节范围为150A~700A,外形及原理如图3-6所示。

1)焊机构造
它是一台与普通变压器不同的同体式降压变压器。其变压器部分和电抗器部分是装在一起的,铁芯形状像一个“日”字形,并在上部装有可动铁芯,利用转动手柄移动可动铁芯,改变它与固定铁芯的间隙大小,从而改变漏磁的大小,达到调节电流大小的目的。
在变压器的铁芯上绕有3个线圈:初级、交级及电抗线圈。初级线圈及次级线圈绕在铁芯的下部,而电抗线圈绕在铁芯上部,与次级线圈串联,并按反联方向连接。在弧焊机的前后各装有一块接线板,电流调节手柄端为初级接线板;另一端是次级接线板(注:不同型号焊机电流调节手柄所在位置不同)。
2)工作原理
BX-500型交流弧焊机的工作原理如图3-6所示。焊机的降压特性是借电流电抗线圈所产生的电压降而获得。
空载时,由于无焊接电流流过,电抗线圈不产生电压降,则空载电压基本上等于次级电压,方便于引弧。
焊接时,由于焊接电流流过电抗线圈产生电压降,从而获得了降压的外特性。
短路时,同样由于很大的短路电流流过电抗线圈,产生了很大的电压降,使次级线圈的电压接近于零,限制了短路电流。
3)焊接电流的调节
BX-500型交流弧焊机只有一种调节电流方法,是利用移动可动铁芯,来改变与固定铁芯之间的间隙的大小而获得的。当顺时针方向转动手柄时,使两铁芯间隙增大,焊接电流增加,反之则焊接电流减小。
目前国内生产的交流弧焊机品种很多,现将常用的交流弧焊机牌号及主要技术数据列于表3-1中。


三、直流弧焊机
直流弧焊机主要有整流弧焊机、发电整流弧焊机、逆变式弧焊机。发电整流弧焊机体积大、效率低、目前应用较少,下面主要介绍整流弧焊机和逆变式弧焊机。
1.整流弧焊机
整流式直流弧焊机是一种将交流电经过整流二极管整流后变成直流电的一种直流弧焊机。由于一般都采用硅整流二极管,故又称为硅整流弧焊机。采用硅整流器做整流元件称为硅整流弧焊机,采用硅材料晶闸管整流称为硅晶闸管整流器。它与旋转式直流弧焊机相比,具有体积小、效率高、工作可靠、使用寿命长、维护简单等优点。
最简单的整流弧焊机是在前面述的BX1-330交流弧焊机的基础上增加硅整流器做整流元件及风机即可,如图3-7所示。

ZXG系列弧焊机,可用作手工电弧焊电源和钨极氩弧焊电源,其中ZXG-500型弧焊机还可用做自动或半自动电弧焊电源及碳弧切割电源。
ZXG-500型弧焊机的电气原理及自饱和电抗器结构示意如图3-8所示。
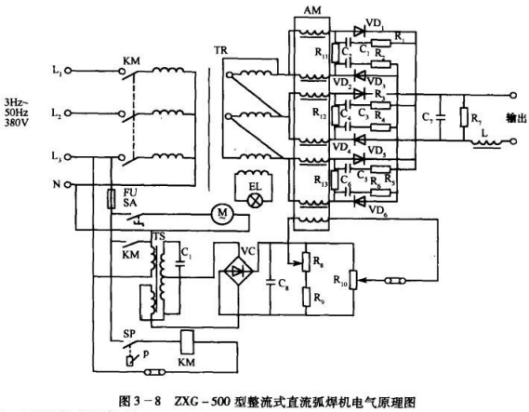
1)三相整流变压器TR
提供硅整流器低压电源。
2)内反馈三相磁放大器(简称磁放大器)
磁放大器是弧焊机的主要部件,它由6只饱和电抗器(放大元件)与6只硅整流二极管组成内反馈的三相桥式整流电路。它的作用是将交流电变换为直流电,并获得陡降的外特性。焊接电流的大小可通过调节R10,以变磁放大器控制绕组的直流磁通势,从而通过改变电抗大小来实现改变焊接电流的。磁放大器的两个主要部分,为自饱和电抗器与硅整流器组。
3)自饱和电抗器
它由3只铁芯组成,每只铁芯上装有交流绕组,如图3-9所示,每只铁芯两旁的铁芯柱上的两部分交流绕组串联起来,使该相内反馈电流(指整流后的直流分量)产生的磁路与直流控制绕组产生的磁通相叠加。直流控制绕组装在中间铁芯上,为6个元件所共用,内反馈(指整流后的交流分量)的电流所产生的交流磁通在共用的控制绕组中所感应的电动势总和为零。自饱和电抗器的铁芯采用冷轧硅钢片,故切忌敲打振动,以防磁性能变坏。

4)硅整流器组
由6只硅整流元件组成,并分别与6个放大元件串联后,接成三相桥式整流电路。由于弧焊机经常处于空载一负载一短路的交替工作状态,故将产生很高的瞬时过电压及过电流冲击。则硅整流元件采用阻容吸收电路作过电压保护,并采用风压开关SP,使弧焊机在不小于5m/s风速的冷却条件下才能工作。
5)输出电抗器
输出电抗器串接在焊接回路中作滤波用,使整流后的直流电更平直,还可以减小金属飞溅,使电弧稳定。
6)铁磁谐振式稳压器
为了减小电网电压的波动对焊接电流的影响,磁放大器控制绕组的电源采用铁磁谐振式稳压器,它输出25V交流电压,经单相桥式整流后供给控制绕组,作直流励磁用。
7)通风机组
焊机各部件的安装,应适应不同的冷却要求。风由下部和两侧面板上的进风窗进入焊机,经过输出电抗器、饱和电抗器、三相整流变压器后,再冷却硅整流器组,最后由背面的面板中部排风窗口排出。特别是硅整流器组应安置在出风口处,确保被安装在前面的通风机所冷却。风压开关SP安装在出风口处,它由1只微动开关及具有杠杆机构的叶片组成。当风扇鼓风时,叶片受风压吹开使杠杆机构动作,从而使微动开关动作,接通整机电路,弧焊机才能工作。当风扇停止鼓风时,由于微动开关复位,使电路断开,即整个弧焊机停电。必须注意,严禁在风扇不鼓风的情况下,使用外力将微动开关动作,强迫弧焊机进行焊接。ZXG系列整流式直流弧焊机的技术数据如表3-2所列。

2.逆变式孤焊机
逆变式弧焊机是一种新型节能电源,它具有效率高、体积小、电弧稳定性好、焊接质量高、操作方便等优点,广泛用于各种焊接电源,并且适用于钻进平台建筑工地等移动焊接电源的作工场地。
逆变式弧焊电源原理如图3-10所示。
逆变式弧焊电源通常采用三相交流供电电源,380V交流电经三相全波整流后变成100Hz的高压脉动直流电,经滤波变频后变成几百赫兹到几十赫兹的中频高压交流,再经中频变压器降压,整流后便成为低压直流。通过这一系列逆变过程,实现整机闭环控制,改善了焊接性能。
根据逆变器所采用的快速开关元件不同,可分为晶闸管式、晶体管式、场效应管式(IGBT)几种逆变式弧焊电源。
逆变式弧焊电源与上述几类弧焊电源相比有以下优点:
(1)在逆变式弧焊电源中取消了工频变压器,采用了工作在高频下的主变压器和电抗器。其体积很小,主变压器还不到传统弧焊电源主变压器的1/20,不仅可以节省大量的电工材料,而且可能降低铁芯损耗,则可使输入容量减小,逆变弧焊电源的效率可达80%~95%。
(2)逆变式弧焊电源是将交流电直接整流并接有滤波器,则功率因数提高很多,可达0.95以上。空载时其他电器基本不工作,只有几十瓦左右的消耗,节约了电能。
(3)逆变式弧焊电源的输出外特性曲线具有外拖的陡降恒流特性,如图3-11所示。
正常焊接时,因某种原因使电弧突然缩短,电弧电压降至某一数值时,曲线外拖,输出电流增大,加速熔滴过渡,电弧仍能保证稳定燃烧,不会发生焊条与焊件粘着现象,则焊工容易操作。

(4)装有数字式显示电流调节系统和很强的电网波动补偿系统,焊接电流稳定性提高。国产ZX7系列逆变式弧焊电源的技术数据如表3-3所列。

注意:直流弧焊机有正极性接法(焊钳接电源负极)和反极性(焊钳接电源正极)接法,反接法电弧比正接法稳定是一种常用的接法。